Leverage our experience with metal alloys to position your project for optimal quality assurance and a faster speed to market.
Laser Cutting
Laser Welding
Post-Processing
Engineering Consulting
Materials
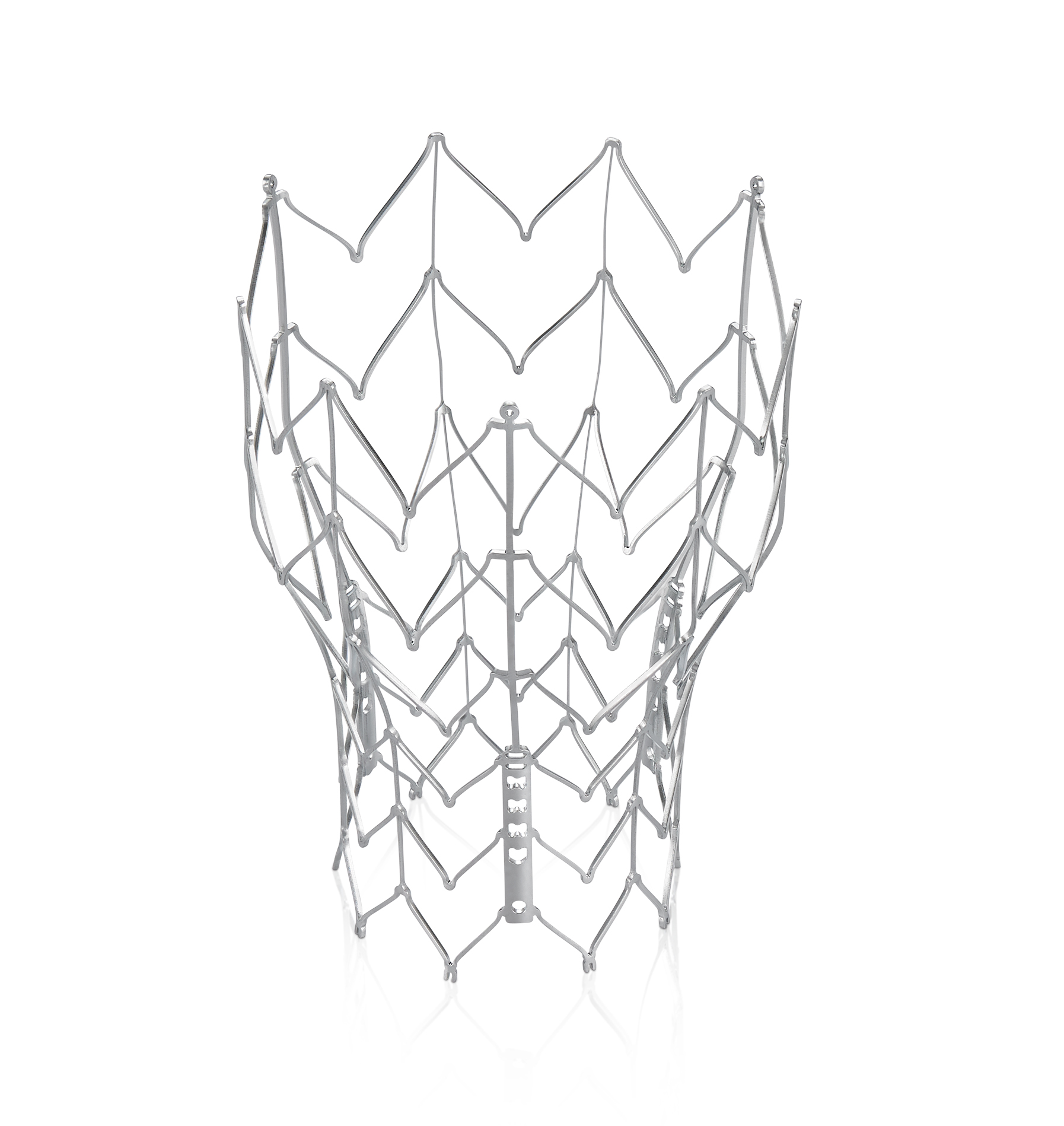
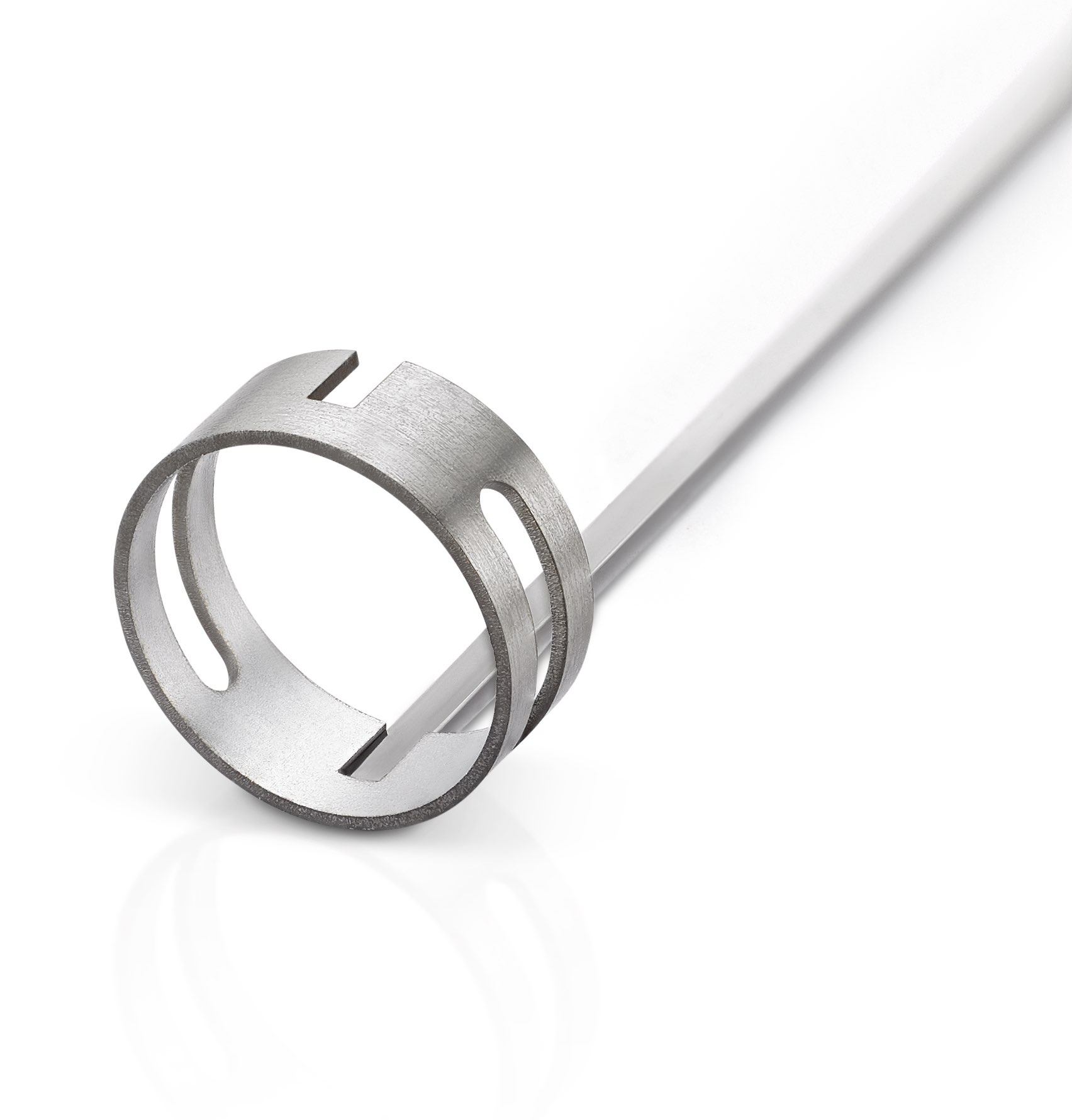
Laser Cutting
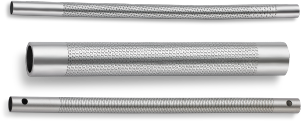
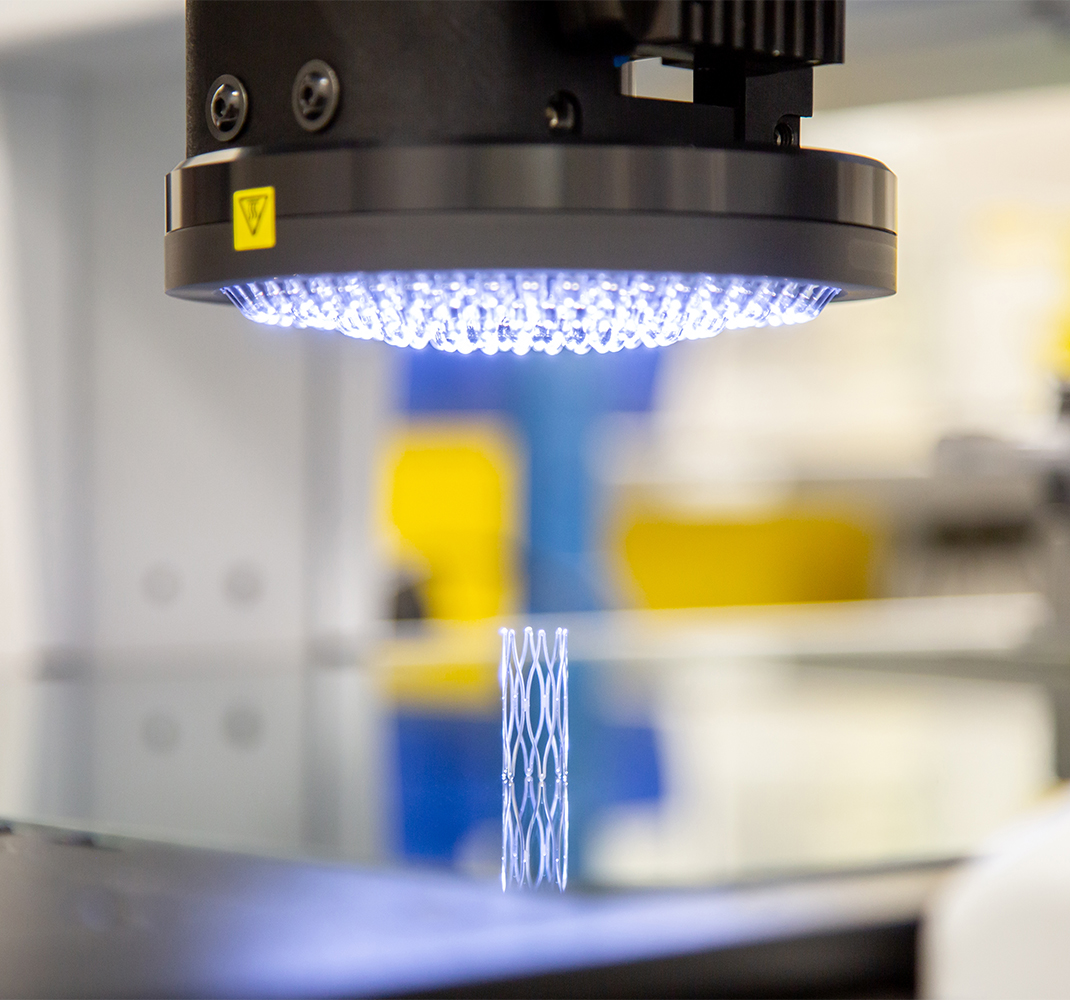
We can produce parts quickly with multiple four-axis laser cutters capable of cutting tubes and flat stock in various types of metals.
Wet and Dry Tube Cutting
0.020″ to 1.182″ OD (0.50mm to 30.0mm)
0.002″ to 0.065″ WT (.050mm to 1.65mm)
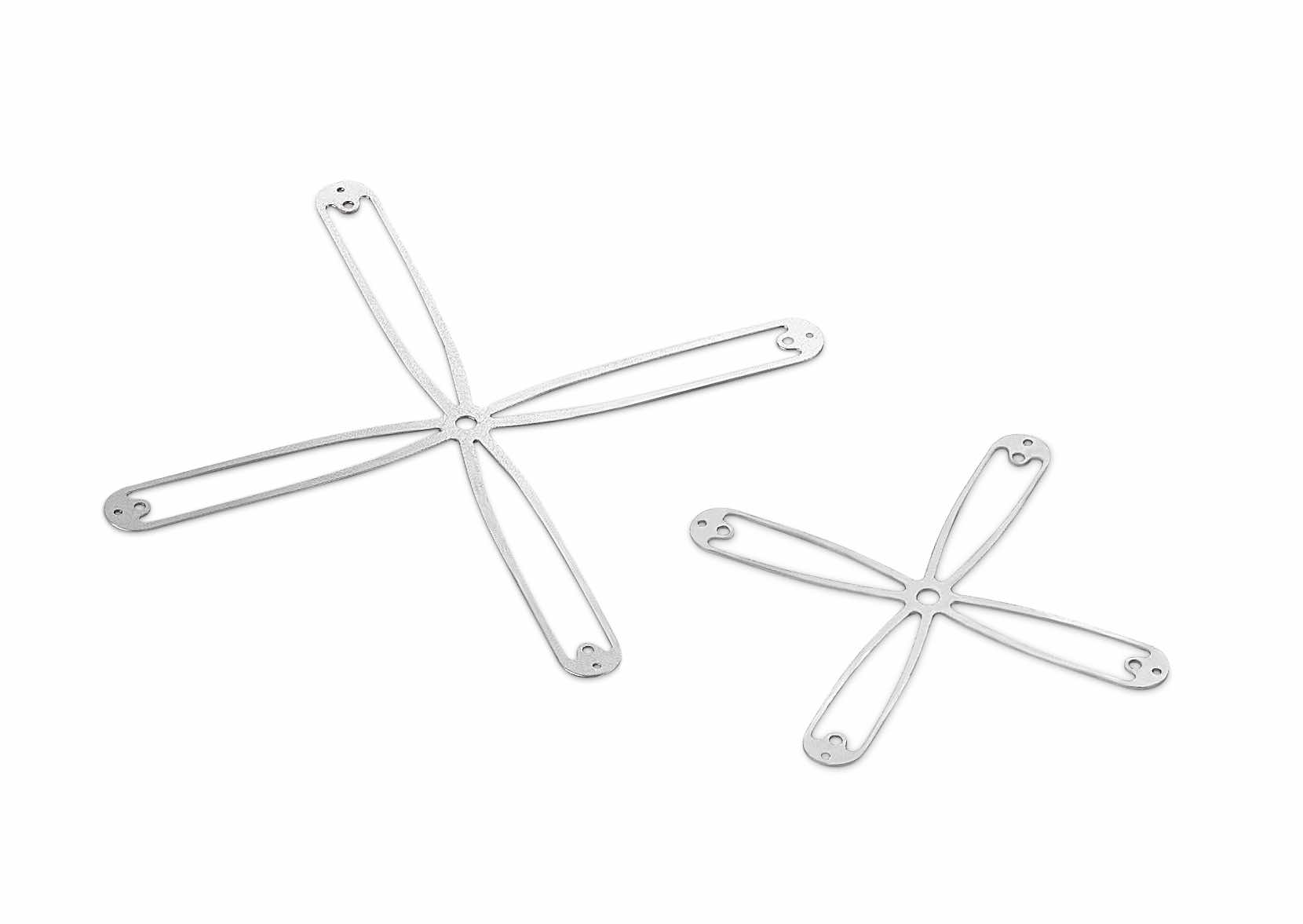
Flat Sheet Cutting
Up to 3″ x 4″ Processing Window (76mm x ~102mm)
0.002″ to 0.080″ WT (.050mm to 2.0mm)
Additional Capabilities
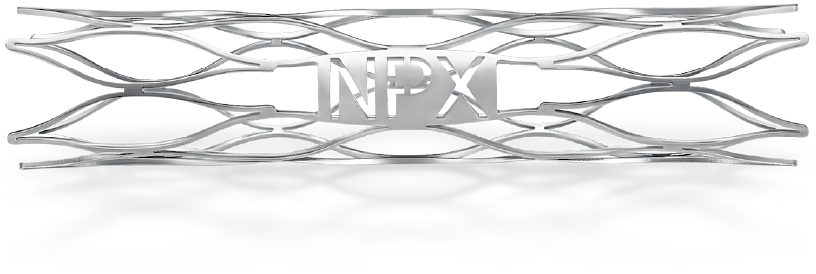
On and Off-Axis Cutting +/- 0.0005″ Tolerance
Kerf Width as small as 0.0007″
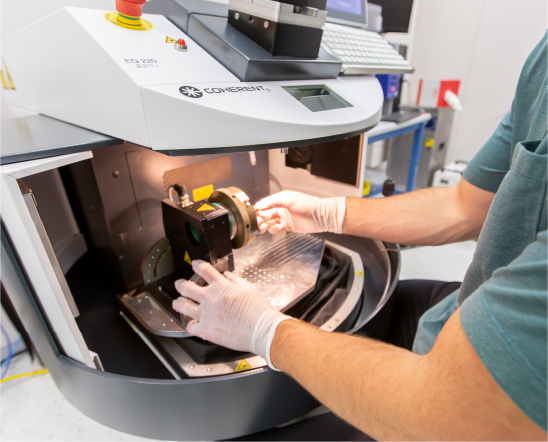
Laser Welding
We have manual and semi-automated fiber laser systems for the welding of metal components. The strength of a laser-welded joint is highly dependent on the material(s) selected, the design and the laser weld settings.
Design
The gap between two mating features should be kept to a minimum. For most components, we typically recommend that the maximum gap between welded components be 20 percent of the thickness of the thinnest welded component.
When possible, designing mating features for welding can greatly improve the strength of joining parts. Designing a mechanical joint for the direction(s) of loading in conjunction with the welding will help mitigate the risk of weld fracture. This allows some of the load to be placed on the metal instead of relying entirely on the weld.
In addition, localizing the weld away from high areas of strain can improve the mechanical performance of two mated pieces.
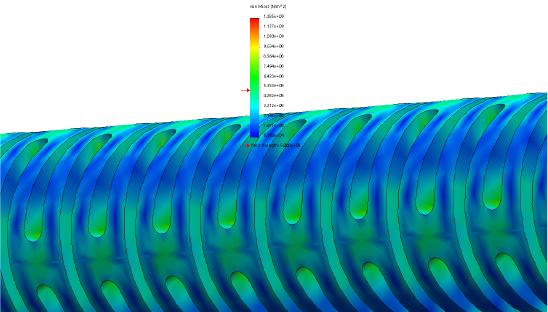
Laser Weld Settings
The laser welding settings greatly impact the success of a laser-welded joint.
The laser welding settings are very design dependent. The power of the laser is the main parameter for the weld and controls weld penetration.
The frequency of the weld also has an impact on the weld performance for seam welds. The spacing of adjacent weld spots is impacted by the weld frequency and feed or travel speed. Commonly, 60-70 percent coverage of neighboring spots if strength is the main goal.
Post-Processing
Post-processing involves preparing the surface finish of a part to improve biocompatibility, extend fatigue life and prevent corrosion.
Honing
This is the first step in cleaning the surface after laser cutting. Laser cutting produces slag or dross that needs to be scraped away.
Braiding & Wire Forming
We offer hand braiding services and hand winding wire formed nitinol components. A hand braid manufacturing method should be considered when a braid needs to have two closed ends. A machine braider will always have one open end. Iterating wire form parts by hand is typically the most time efficient and cost method for development.
Shape Setting
We take a smaller as-cut part and shape into the desired geometry. The feasibility for shaping parts is dictated by material and the stress/strain needed to reach a desired shape. For nitinol components, heat treatment equipment such as a salt bath is commonly used to reset the shape of the component. For non-shape memory alloys such as stainless steels and cobalt chromium components, tooling is used to strain the material until enough plastic deformation is reached to hold the desired shape.
Heat Setting
This process allows us to set an Af temperature for a Nitinol part. In general, Nitinol components with Af temperatures closer to body temperature will be less rigid and have a longer fatigue life. We can dial in an Af temperature and the heat setting parameters to match the design needs and specifications the customers provide.
Grit Blasting
We blast high-pressure media onto the part to remove the oxide layer, round the edges and remove any heat‑affected zones after laser cutting. We have multiple sizes and types of media to achieve the desired effects.
Pickling and Etching
Pickling is a chemical process similar to etching but uses a less aggressive etchant. We use pickling as a stand-alone process, and we use etching as a pre-electropolish step. We have an in-house process that acts as a pickling-etching hybrid, where just the oxide layer is removed without attacking base metal. We call this process pre-etch. This process works well for customers that don’t need a full electropolish or when maintaining the geometry of a part while getting solid oxide removal is important.
Chemical Polishing
This provides a more cost-effective way of producing a relatively nice surface finish. The finish will not be as smooth and bright as electropolishing, but in applications where customers don’t need the extremely smooth rounded edges, it’s more economical.
Electropolishing
This process is key to obtaining corrosion cleanliness, and improving fatigue performance. It’s an important step for providing an ideal surface finish for many medical device implants and therapy devices. In many cases the surface is tested via electric potential testing per ASTM F2129. This is one critical test to gain regulatory approval through bodies such as the FDA. We’ve been able to electropolish many different devices and have passed that test with high repeatability.
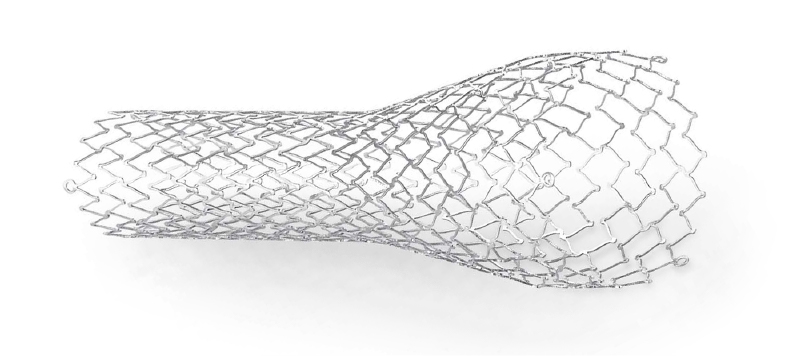
Electropolishing Braided Structures
We offer braiding capabilities with electropolish that creates a smoother surface with less fretting or rubbing of wires. In a long-term high-fatigue scenario, rough wires can act as a saw and cut into the wire. Our braiding technique ensures that the finish of the wires will provide a long-wearing product.
Passivating
In addition to electropolishing and etching, we offer a final passivating process step that removes any residual iron oxide layer making the part less susceptible to corrosion.
Cleaning
We remove processing residues and any foreign materials or chemical residues to give the part a pristine surface with no contaminants.
We provide insights and subject matter expertise to help you through the complete design and development process. From inception to final product, we strategize every step of the way to achieve your goals.
Front End Design Guidance
Defining the clinical need, clarifying the proposed solution and refining the requirements aid in our approach to creating a working prototype.
We work with our partners to create potential solutions through a variety of design approaches and strategies.
Product Development
Our team possesses extensive experience in the engineering design process, ready to support and enhance your projects. By leveraging our knowledge, we ensure that your endeavors stay on track, aligning seamlessly with your short-term and long-term goals.
In pursuit of your immediate objectives, we employ rapid iteration techniques for research and development prototypes, enabling efficient progress without compromising quality traceability. Looking ahead, we provide indispensable insights to effectively manage and mitigate any potential risks associated with sourcing raw materials and components for design verification/validation testing and production-scale builds across the entire product development timeline.
By collaborating with us, you can leverage our capabilities to bolster your team and achieve remarkable results. We are here to empower you with the right tools and guidance to overcome challenges and accomplish your vision.
Rapid Prototyping
If you can prototype and iterate rapidly, you can move from the concept to a benchtop model in weeks instead of months. Rapid prototyping allows you to refine your understanding of how the design solution can meet the clinical need.
Because of our short lead times and expertise, we can typically iterate much faster than other development houses, helping you get to market quickly.
Materials
The materials you choose for your project have a significant influence on the final quality and product.
We specialize in the following medical device materials:
Nitinol
Nitinol is an alloy that is made up of mostly Nickel and Titanium.
We take advantage of two primary unique properties with Nitinol, especially with medical devices—shape memory and superelasticity.
Stainless Steel
Stainless steel is a group of iron-based alloys containing the chemical element Chromium, which prevents the iron from rusting, and also provides heat-resistant properties.
Platinum Iridium
Platinum Iridium (abbreviated Pt/Ir) is a metal alloy with the chemical stability of platinum and the added hardness of iridium. The most used alloy of Platinum Iridium is 90% Platinum / 10% Iridium.
Tantalum
Tantalum is very useful when used for a radiopaque marker. The high density of Tantalum makes it an ideal fit for visualization under medical imaging equipment.
Titanium
Titanium is a biocompatible material, meaning it is not harmful to living tissue and is therefore often favored in medical applications such as orthopedics and dentistry, among others.
Cobalt Chromium
Cobalt-Chromium alloys are nonmagnetic Cobalt-based Chromium-Nickel alloys that have excellent corrosion and oxidation resistance.
Laser Cutting
Laser Welding
Post-Processing
Engineering Consulting
Materials
Laser Cutting
We can produce parts quickly with multiple four-axis laser cutters capable of cutting tubes and flat stock in various types of metals.
Wet and Dry Tube Cutting
0.020″ to 1.182″ OD (0.50mm to 30.0mm)
0.002″ to 0.065″ WT (.050mm to 1.65mm)
Flat Sheet Cutting
Up to 3″ x 4″ Processing Window (76mm x ~102mm)
0.002″ to 0.080″ WT (.050mm to 2.0mm)
Additional Capabilities
On and Off-Axis Cutting +/- 0.0005″ Tolerance
Kerf Width as small as 0.0007″
Laser Welding
We have manual and semi-automated fiber laser systems for the welding of metal components. The strength of a laser-welded joint is highly dependent on the material(s) selected, the design and the laser weld settings.
Design
The gap between two mating features should be kept to a minimum. For most components, we typically recommend that the maximum gap between welded components be 20 percent of the thickness of the thinnest welded component.
When possible, designing mating features for welding can greatly improve the strength of joining parts. Designing a mechanical joint for the direction(s) of loading in conjunction with the welding will help mitigate the risk of weld fracture. This allows some of the load to be placed on the metal instead of relying entirely on the weld.
In addition, localizing the weld away from high areas of strain can improve the mechanical performance of two mated pieces.
Laser Weld Settings
The laser welding settings greatly impact the success of a laser-welded joint.
The laser welding settings are very design dependent. The power of the laser is the main parameter for the weld and controls weld penetration.
The frequency of the weld also has an impact on the weld performance for seam welds. The spacing of adjacent weld spots is impacted by the weld frequency and feed or travel speed. Commonly, 60-70 percent coverage of neighboring spots if strength is the main goal.
Post-Processing
Post-processing involves preparing the surface finish of a part to improve biocompatibility, extend fatigue life and prevent corrosion.
Honing
This is the first step in cleaning the surface after laser cutting. Laser cutting produces slag or dross that needs to be scraped away.
Braiding & Wire Forming
We offer hand braiding services and hand winding wire formed nitinol components. A hand braid manufacturing method should be considered when a braid needs to have two closed ends. A machine braider will always have one open end. Iterating wire form parts by hand is typically the most time efficient and cost method for development.
Shape Setting
We take a smaller as-cut part and shape into the desired geometry. The feasibility for shaping parts is dictated by material and the stress/strain needed to reach a desired shape. For nitinol components, heat treatment equipment such as a salt bath is commonly used to reset the shape of the component. For non-shape memory alloys such as stainless steels and cobalt chromium components, tooling is used to strain the material until enough plastic deformation is reached to hold the desired shape.
Heat Setting
This process allows us to set an Af temperature for a Nitinol part. In general, Nitinol components with Af temperatures closer to body temperature will be less rigid and have a longer fatigue life. We can dial in an Af temperature and the heat setting parameters to match the design needs and specifications the customers provide.
Grit Blasting
We blast high-pressure media onto the part to remove the oxide layer, round the edges and remove any heat‑affected zones after laser cutting. We have multiple sizes and types of media to achieve the desired effects.
Pickling and Etching
Pickling is a chemical process similar to etching but uses a less aggressive etchant. We use pickling as a stand-alone process, and we use etching as a pre-electropolish step. We have an in-house process that acts as a pickling-etching hybrid, where just the oxide layer is removed without attacking base metal. We call this process pre-etch. This process works well for customers that don’t need a full electropolish or when maintaining the geometry of a part while getting solid oxide removal is important.
Chemical Polishing
This provides a more cost-effective way of producing a relatively nice surface finish. The finish will not be as smooth and bright as electropolishing, but in applications where customers don’t need the extremely smooth rounded edges, it’s more economical.
Electropolishing
This process is key to obtaining corrosion cleanliness, and improving fatigue performance. It’s an important step for providing an ideal surface finish for many medical device implants and therapy devices. In many cases the surface is tested via electric potential testing per ASTM F2129. This is one critical test to gain regulatory approval through bodies such as the FDA. We’ve been able to electropolish many different devices and have passed that test with high repeatability.
Electropolishing Braided Structures
We offer braiding capabilities with electropolish that creates a smoother surface with less fretting or rubbing of wires. In a long-term high-fatigue scenario, rough wires can act as a saw and cut into the wire. Our braiding technique ensures that the finish of the wires will provide a long-wearing product.
Passivating
In addition to electropolishing and etching, we offer a final passivating process step that removes any residual iron oxide layer making the part less susceptible to corrosion.
Cleaning
We remove processing residues and any foreign materials or chemical residues to give the part a pristine surface with no contaminants.
We provide insights and subject matter expertise to help you through the complete design and development process. From inception to final product, we strategize every step of the way to achieve your goals.
Front End Design Guidance
Defining the clinical need, clarifying the proposed solution and refining the requirements aid in our approach to creating a working prototype.
We work with our partners to create potential solutions through a variety of design approaches and strategies.
Product Development
Our team possesses extensive experience in the engineering design process, ready to support and enhance your projects. By leveraging our knowledge, we ensure that your endeavors stay on track, aligning seamlessly with your short-term and long-term goals.
In pursuit of your immediate objectives, we employ rapid iteration techniques for research and development prototypes, enabling efficient progress without compromising quality traceability. Looking ahead, we provide indispensable insights to effectively manage and mitigate any potential risks associated with sourcing raw materials and components for design verification/validation testing and production-scale builds across the entire product development timeline.
By collaborating with us, you can leverage our capabilities to bolster your team and achieve remarkable results. We are here to empower you with the right tools and guidance to overcome challenges and accomplish your vision.
Rapid Prototyping
If you can prototype and iterate rapidly, you can move from the concept to a benchtop model in weeks instead of months. Rapid prototyping allows you to refine your understanding of how the design solution can meet the clinical need.
Because of our short lead times and expertise, we can typically iterate much faster than other development houses, helping you get to market quickly.
Materials
The materials you choose for your project have a significant influence on the final quality and product.
We specialize in the following medical device materials:
Nitinol
Nitinol is an alloy that is made up of mostly Nickel and Titanium.
We take advantage of two primary unique properties with Nitinol, especially with medical devices—shape memory and superelasticity.
Stainless Steel
Stainless steel is a group of iron-based alloys containing the chemical element Chromium, which prevents the iron from rusting, and also provides heat-resistant properties.
Platinum Iridium
Platinum Iridium (abbreviated Pt/Ir) is a metal alloy with the chemical stability of platinum and the added hardness of iridium. The most used alloy of Platinum Iridium is 90% Platinum / 10% Iridium.
Tantalum
Tantalum is very useful when used for a radiopaque marker. The high density of Tantalum makes it an ideal fit for visualization under medical imaging equipment.
Titanium
Titanium is a biocompatible material, meaning it is not harmful to living tissue and is therefore often favored in medical applications such as orthopedics and dentistry, among others.
Cobalt Chromium
Cobalt-Chromium alloys are nonmagnetic Cobalt-based Chromium-Nickel alloys that have excellent corrosion and oxidation resistance.
Advance Your Project
Begin a partnership with Nextern and gain experience and specialty capabilities for your medical device project.